



The table of content
BUSINESS CONTEXT
The client is a leading engineered wood products manufacturer. Their press lines process thousands of products daily, with strict quality requirements for moisture content, thickness uniformity, and glue bonding. The company employs over 1,000 production, quality assurance, and process engineering staff and has established a reputation for high operational excellence and sustainable production practices.
Prior to this project, press adjustments were largely reactive, relying on operator experience and generic heuristics. Variability in moisture and thickness profiles led to over-pressing, increased energy consumption, rework, and sub-optimal first-pass yield. The client sought a predictive, feedforward system to automatically adjust press parameters based on per-sheet input variability, combining historical knowledge with machine learning for real-time optimization.
Business Challenge 1: Improving First-Pass Yield and Reducing Rework
The client’s production faced frequent first-pass rejects due to variability in incoming sheet moisture and thickness. This caused material waste, additional energy usage, and operator intervention. The business goal was to implement a system capable of predicting optimal press settings for each sheet or batch, thereby reducing defective sheets and minimizing manual adjustments.
Technical Challenge 1: High-Resolution, Per-Sheet Data Handling
The technical challenge was capturing, processing, and analyzing high-resolution per-sheet data from multiple sensors (moisture and thickness) across the width of each sheet. Synchronizing this data to batch and press recipe metadata in real time, while generating actionable deck-specific adjustments, required robust data engineering and feature engineering pipelines.
Delivery Challenge 1: Integration with Press Control Systems
The solution had to integrate seamlessly with Siemens S7-1500 PLCs and Edge Gateway infrastructure, with real-time communication to execute deck-specific adjustments automatically. Achieving accurate feedforward control without disrupting production cycles required close collaboration between data engineers, process experts, and automation specialists.
Solution 1: Data Collection and Integration
We collected and integrated high-resolution per-sheet moisture and thickness profiles:
- Moisture Measurement: Inline moisture analyzers (R3/R5 series from Siempelkamp) captured moisture profiles across each sheet. Data was transmitted via OPC UA to the Edge Gateway and stored in a historian (InfluxDB or PI).
- Thickness Measurement: High-precision caliper rollers and laser thickness gauges recorded multiple points across sheet width, transmitted via OPC UA to the historian.
- Batch Metadata: Each batch received a unique BatchID, synchronizing all sensor data to the press recipe and production sequence.
- Edge and PLC Integration: Sensors were integrated through Siemens S7-1500 PLCs and routed via Edge Gateway to ensure real-time mapping and control of press parameters.
Solution 2: Feature Engineering and Derived Metrics
We transformed raw per-sheet sensor readings into actionable metrics for feedforward control:
- Per-Sheet Features: Average moisture, moisture gradient across width, thickness deviations (mean and variance), and batch-level statistics (min, max, mean, standard deviation).
- Derived Metrics: Predicted press behavior, including required pressure adjustments per deck, and estimated impact on glue curing and bonding quality.
- Historical Mapping: Incoming sheets were mapped to historical profiles to determine optimal press parameters.
This feature engineering pipeline enabled the feedforward algorithm to anticipate required adjustments before the sheet entered the press.
Solution 3: Analytics and Modeling Approach
We developed a hybrid feedforward algorithm combining deterministic rules with machine learning enhancements:
- Rule-Based Logic: Historical sheet profiles were matched to current incoming profiles, generating initial deck-specific settings for pressure, temperature, and dwell time. Deviations from target moisture or thickness triggered compensatory adjustments automatically.
- Machine Learning Enhancement: Gradient Boosted Trees or Random Forest models were trained on historical veneer profiles, deck temperature, press speed, and press outcome data (ROSI scores, reject rates). The model output provided optimized deck-by-deck pressure and temperature setpoints.
- Deployment Flexibility: Models were deployed on Siemens Industrial Edge devices or cloud services, with optimized setpoints transmitted to the PLC before the press cycle.
Solution 4: Real-Time Deployment and Integration
The system enabled fully automated per-sheet feedforward adjustments:
- Data Flow: Moisture and thickness sensors → Edge Gateway → ML/feedforward algorithm → PLC → Press decks.
- Automatic Press Control: The PLC executed deck-specific adjustments including pressure, temperature, and dwell time in real time.
- Monitoring and Validation: Press output (thickness, ROSI scores) was optionally monitored to validate effectiveness. Deviations triggered manual inspection alerts or secondary automatic corrections.
- Traceability: All input profiles, applied adjustments, and resulting sheet quality were logged in the historian, enabling continuous improvement and retraining of ML models.
Solution 5: Operator Support and Continuous Improvement
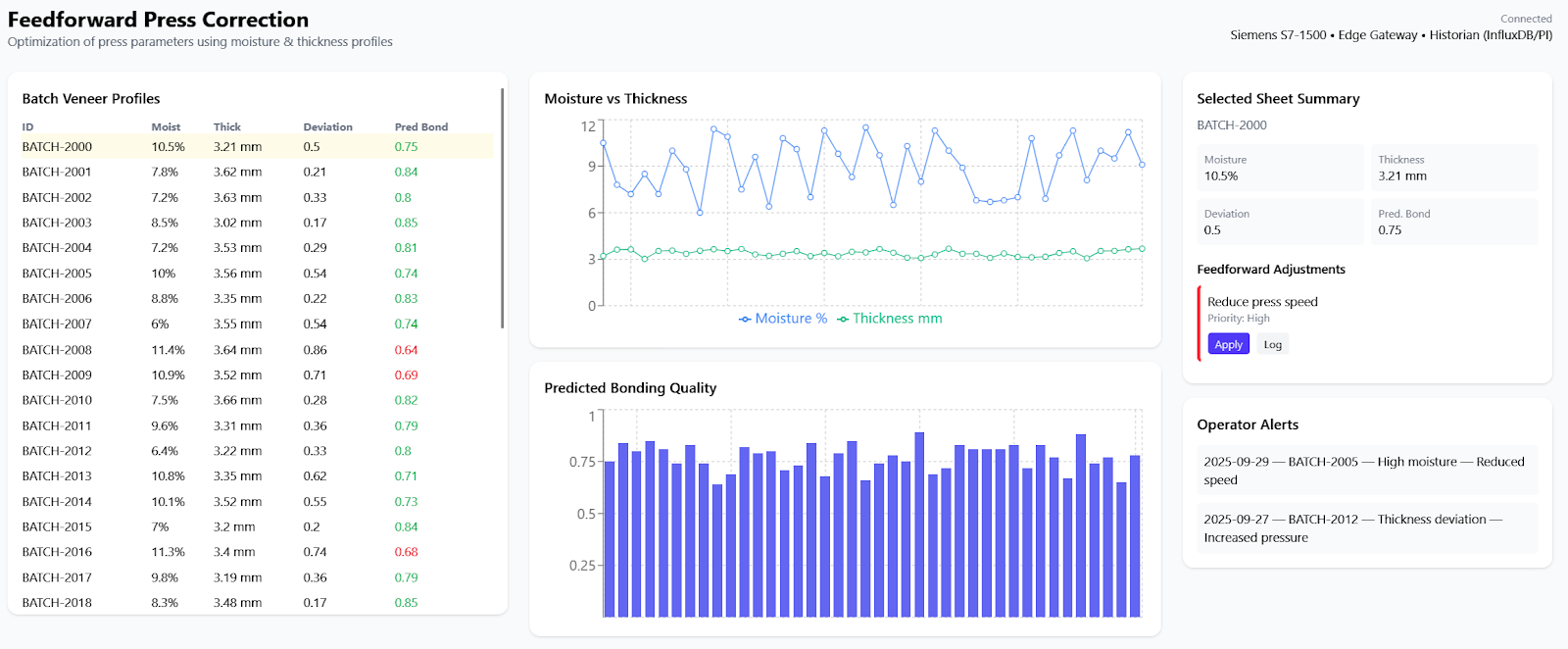
- Dashboards: Grafana dashboards visualized per-sheet and batch-level profiles, adjustments applied, and resulting quality outcomes.
- Operator Alerts: Automatic alerts informed operators of deviations or suggested manual interventions when exceptional conditions were detected.
- Continuous Model Training: Feedback from press outputs was used to retrain models periodically, improving prediction accuracy and feedforward control over time.
Key Results and Business Value
- Reduced Rework and Rejects: Preemptive feedforward adjustments minimized defective sheets, increasing first-pass yield by 0.5-0.8%.
- Energy Efficiency: Avoided over-pressing and unnecessary dwell times, reducing energy consumption per batch by 1.5-2%.
- OEE Improvement: Debottlenecking, smoother production flow, and reduced unplanned stops due to proactive adjustments directly contribute to increased machine availability and performance by 1-1.5%
- Full Traceability: Batch-level and per-sheet logging enabled root-cause analysis, supporting continuous improvement and ML model retraining.
Payback Period: $532,320 / $947,000 = 0.56 years (or approximately 6.7 months)
Features Delivered
- Per-Sheet Data Capture: High-resolution moisture and thickness profiles integrated with batch metadata.
- Feedforward Adjustment Algorithm: Rule-based logic enhanced with ML for deck-specific optimization.
- Automated PLC Integration: Real-time adjustments of press parameters for each sheet or batch.
- Monitoring and Dashboards: Visualization of input profiles, applied adjustments, and resulting sheet quality for operators and process engineers.
The feedforward veneer press optimization project demonstrates the power of combining real-time per-sheet data, historical knowledge, and machine learning to enhance operational performance. The client achieved:
- Reduced rework and first-pass rejects,
- Energy savings by avoiding over-pressing,
- Increased yield through precise deck-level adjustments, and
- Full traceability linking input variability to press settings, supporting continuous improvement and future ML model optimization.
This solution exemplifies a data-driven approach to industrial process control, enabling significant operational, quality, and energy improvements in veneer manufacturing.
TECHNICAL DETAILS
Data Collection & Sources
Incoming veneer moisture profiles are measured by inline moisture analyzers (e.g., R3 or R5 series from Siempelkamp) positioned before the press line, providing sheet-level moisture readings across the width of each sheet. This data is transmitted via OPC UA to the Edge Gateway and stored in a historian such as InfluxDB or PI.
Thickness profiles are captured using high-precision caliper rollers or laser thickness gauges (e.g., Siempelkamp sensors with 0.1 mm resolution), recording multiple points along the sheet width to generate a detailed profile. These measurements are also transmitted via OPC UA to the historian.
Each batch of veneers is assigned a unique BatchID, and synchronization ensures that moisture and thickness profiles can be accurately mapped to specific press recipes.
All sensors are integrated through the Siemens S7-1500 PLC, routed via the Edge Gateway (Anybus/Softing) to the historian and ML scoring engine, with batch metadata—including BatchID and timestamps—ensuring full traceability and mapping to press recipes.
Feature Engineering
Input features for the adjustment model include the average moisture per sheet, moisture gradient across the sheet width to capture non-uniformity, thickness deviations (both average and variance), and batch-level statistics such as minimum and maximum moisture, mean thickness, and standard deviation.
Derived features consist of predicted press behavior, including required pressure adjustments per deck, and the estimated impact on glue curing and bonding quality.
Analytics / Modeling Approach
The feedforward algorithm combines rule-based logic with machine learning enhancements.
In the rule-based mapping logic, incoming sheet profiles are matched with historical profiles in the database to retrieve the optimal press recipe, including pressure, temperature, and dwell time per deck. If moisture exceeds the target in a specific deck, the system automatically reduces press speed or increases deck dwell time. High thickness variation triggers individual adjustments for pressing zones.
The ML enhancement uses Gradient Boosted Trees or Random Forest trained on historical veneer profiles and press outcome data (ROSI scores, reject rates). Training features include moisture and thickness profiles, deck temperatures, and press speed. The output provides optimized deck-by-deck pressure and temperature setpoints, which can be deployed on edge compute (Siemens Industrial Edge) or cloud services, with updated setpoints sent to the PLC before the press cycle.
Deployment / Integration
The data flow begins with per-sheet moisture and thickness profiles being read and sent to the Edge Gateway, where the ML model or feedforward algorithm processes them. The output provides deck-specific press adjustments, including pressure, temperature, and dwell time, which the PLC executes automatically before the sheet enters the press. All input profiles, applied recipes, and resulting sheet quality are logged in the historian for full traceability.
Control feedback includes optional real-time monitoring of press output, such as thickness and ROSI scores, to validate the effectiveness of the feedforward adjustments. Any deviations trigger alerts for manual inspection or automatic secondary adjustments.
Other cases
We implement end-to-end data-driven solutions across production lines by combining real-time data collection, feature engineering, advanced analytics, and actionable deployment. Data is sourced from PLCs, sensors, scanners, and IoT devices, and aggregated via Edge Gateways into historians or cloud platforms. Feature engineering transforms raw measurements into meaningful process metrics, profiles, and derived indicators that feed predictive, prescriptive, or rule-based models.
Analytics methods range from simple statistical comparisons and control charts to regression, machine learning, FFT analysis, anomaly detection, and digital twin simulations. Outputs are visualized on dashboards and/or integrated directly into PLC/HMI systems to provide operators with actionable insights.
Business benefits include reducing rejects and rework, lowering energy and material consumption, preventing unplanned downtime, increasing yield and throughput, and supporting continuous improvement through traceability and data-driven decision-making. Complexity can vary from quick-win rule-based solutions to medium-complexity predictive models and high-complexity optimization via digital twins.
This framework is highly adaptable and can be applied to a wide range of operational challenges, such as energy optimization, equipment maintenance, product quality monitoring, process adjustments, KPI analytics, and supply chain or inventory optimization.
Examples of use cases include:
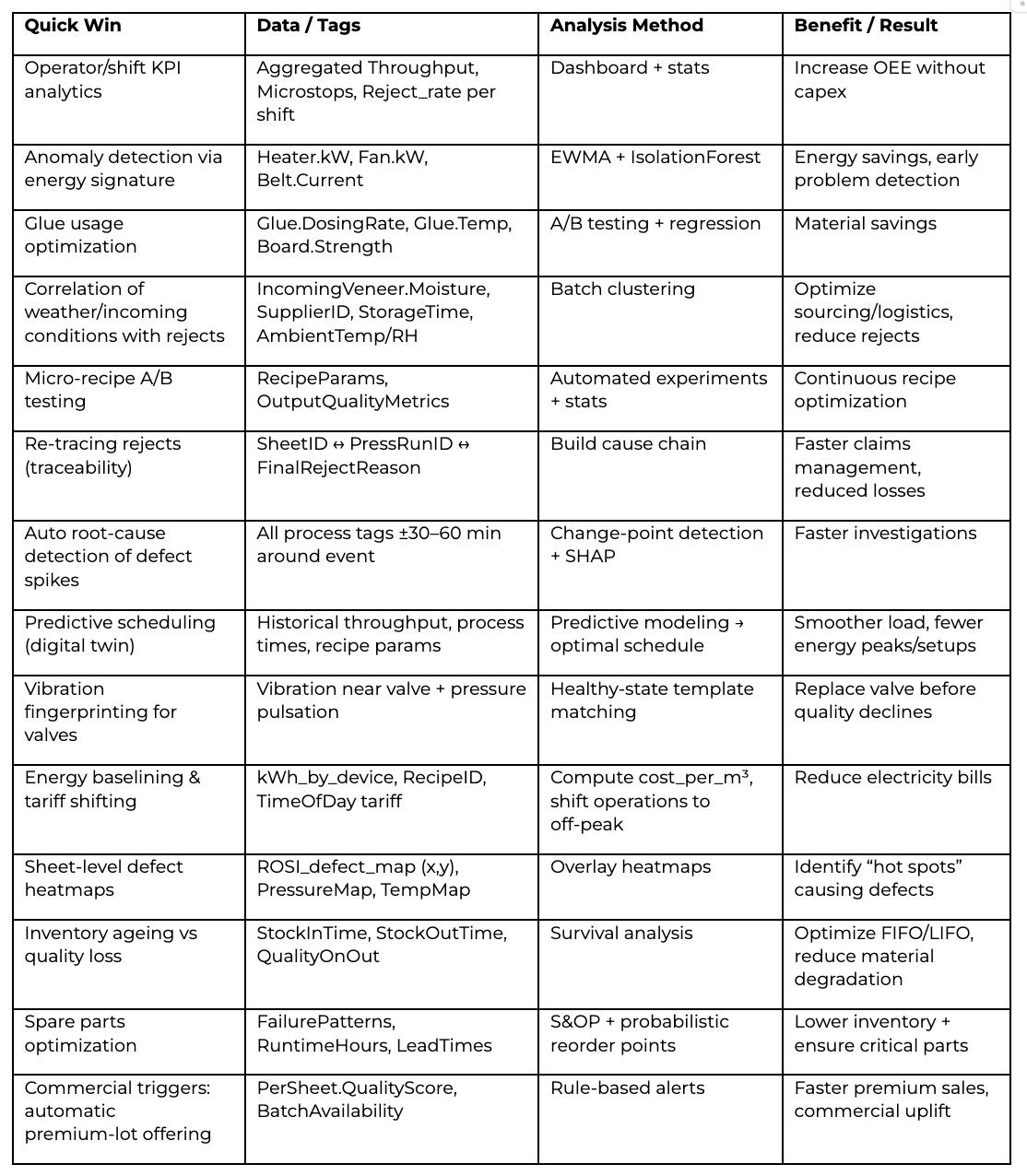



Our success stories


























.avif)









































Tell us about your project needs













.png)